

简约而不简单,我们的克拉管HDPE双壁波纹管产地厂家直销产品视频将用直观的方式展示产品的核心价值。
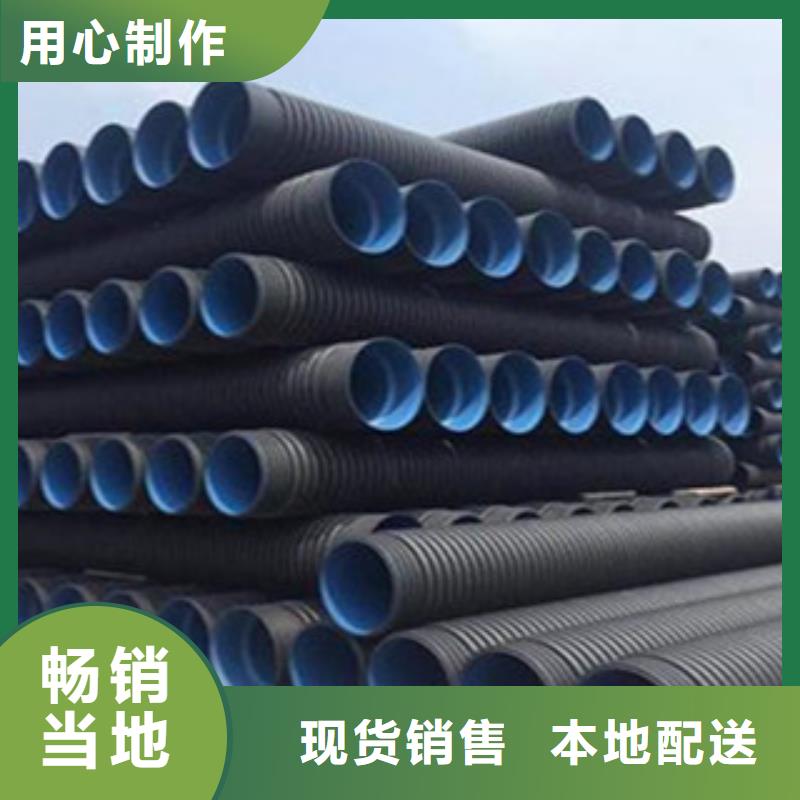
以下是:克拉管HDPE双壁波纹管产地厂家直销的图文介绍

腾达汇泰塑胶制品有限公司位于昝岗工业区。公司专业致力于 河南鹤壁HDPE双壁波纹管的生产、销售与研发。 公司遵循诚信经营,货真价实,热情服务的宗旨,赢得了用户,拓展了市场,建立了广泛的销售网络,“以质量求信誉,以信誉求发展”,以雄厚的实力、合格的产品、低廉的价格深得新老用户的信赖;欢迎来电垂询或亲临指导。18395655622


在极性塑化前,外润滑剂由于极性很小、表面张力很小或完全没有极性,而存在于粒表面。因而在后续加工时,包覆在外的外润滑剂与加工设备金属表面形成了一层非极性或极性较弱(表面张力很小)的外润滑薄膜。
在熔融以后,在高温及剪切力作用下,熔的内润滑剂可能随着熔体被带到熔体表面,但同时熔体表面吸附的内润滑剂也随着熔体的运动而进人熔部。内润滑剂在熔或外的分布,从宏观上看是一个动态的均匀分布。
由于熔体表面上的活性结点少于熔部,所以大部分内润滑剂仍然停留在熔部。熔体外所吸附的内润滑剂与加工设备金属表面之间隔着一层外润滑膜,因而很难能被金属表面吸附。在这里要指出,无论是金属表面还是熔体对内润滑剂的吸附,都应该看作动态的平衡吸附。
在熔融以后,在高温及剪切力作用下,熔的内润滑剂可能随着熔体被带到熔体表面,但同时熔体表面吸附的内润滑剂也随着熔体的运动而进人熔部。内润滑剂在熔或外的分布,从宏观上看是一个动态的均匀分布。
由于熔体表面上的活性结点少于熔部,所以大部分内润滑剂仍然停留在熔部。熔体外所吸附的内润滑剂与加工设备金属表面之间隔着一层外润滑膜,因而很难能被金属表面吸附。在这里要指出,无论是金属表面还是熔体对内润滑剂的吸附,都应该看作动态的平衡吸附。



钢带实际宽度,前面已经讲过,必须小于理论宽度,套对波纹管覆盖面比值的大小而定。编织角度一般取300---450,在其它参数确定之后,为了属软管一定的承载能力,编织角度还可以适当地减小。从近几年引进设备配套的金属软管看来,国外对编织角的取值,的仅仅15编织角度取值的大小,直接影响着金属软管的性能。
网套对波纹管覆盖面的比值一般控制在75-9.5%范围之内,若取值太大,将压抑了波纹管的特性,若取值太小,将起不到保护波纹管不受硅、碰、磨、挽等机械损伤的作用.它的取值大小也直接影响着金属软管的性能,意义恰怡?腾达汇泰。


焊接波纹管的管壁厚度变化小于液压成型波纹管壁厚的变化。因此,浓压波坟管的特性分散程度大于焊接波纹管特性的分散程度。焊接波纹管的特性偏差若与液压波纹管特性偏差一样,则焊接波纹管的成品率要高(就特性而言)。焊接波纹管所用材料的塑性变形在成型过程中小于浓压披纹管,故焊挂波纹管的材料种类要比液压波纹管的材料种类多。
由于焊接波纹管的波纹形状多,故其躺性比浓压波纹管的特性便于和控制。焊接波纹管也能达到较准确的形状和尺寸,因此,焊接波纹管便于达到预期的设计有效面积。焊接波纹管的强度、疲劳寿命、滞后都比液压波纹管的要好。以确定其BD与BH。,光线在型坯壁内往下传输,从型坯底部透出。
由于焊接波纹管的波纹形状多,故其躺性比浓压波纹管的特性便于和控制。焊接波纹管也能达到较准确的形状和尺寸,因此,焊接波纹管便于达到预期的设计有效面积。焊接波纹管的强度、疲劳寿命、滞后都比液压波纹管的要好。以确定其BD与BH。,光线在型坯壁内往下传输,从型坯底部透出。
